


注射速度。注射速度对ABS培体流动性的改变有一定的作用,若注射速度慢,制品表观会出现波纹,熔接不良等现象;若注射速度快,可使充模迅速,但易出现排气不良,表观粗糙度不佳等情况,同时还会使制品的拉伸强度和伸长率下降,使镀层贴紧力也因注射速度过快而降低。为此,在生产过程中,除了充模有困难必需用较高的注射速度外,一般都选用中、低连度为宜
在实际生产过程中,螺杆式注射机常选用的注射压力在lOOMPa以下,(我们采用50?70MPa),而柱塞式注射机一般在lOOMPa以上。保压压力不宜过高,使用螺杆式注射机一般采用30?50MPa,而柱塞式则需60?70MPa以上即可。若保压压力过高,会使制品内应力增大
特性:耐候,高流动
用途:电气应用
加工方法:注塑
参数: 熔指:40g/10 min 拉伸强度:41.2MPa 伸长率:> 10% 弯曲强度:65.7MPa 弯曲模量:2260MPa

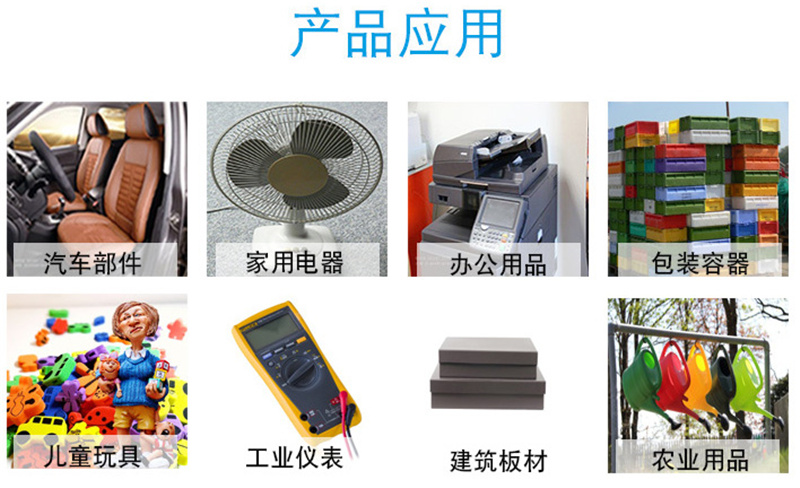
广泛应用于机械、汽车、电子电器、仪器仪表、纺织和建筑等工业领域
汽车仪表板、车身外板、内装饰板、方向盘、隔音板、门锁、保险杠、通风管等很多部件
ABS管材、ABS卫生洁具、ABS装饰板广泛应用于建材工业