

注射工艺
注塑机调整成型参数(视原料分子量高低调整):
料筒温度:前部250—310,中部240—280,后部230—250。
喷嘴温度:比后部低10。
模具温度:70—120。
注射压力:70—140MPa。
螺杆转速:30—120r/min。
成型周期:注射1—25s,冷却5—40s
特性:耐低温,耐热,透明
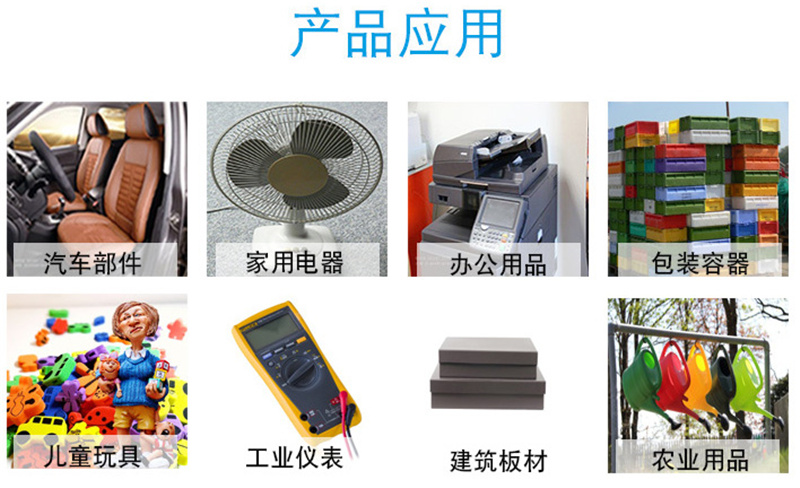
用途:医疗护理,一次性餐具,电气应用
参数: 吸水率:0.20% 比重:1.20无 收缩率:0.5到0.7% 收缩率:0.5到0.7% 拉伸模量:2120MPa

机械设备:用于制造各种齿轮、齿条、蜗轮、蜗杆、轴承、凸轮、螺栓、杠杆、曲轴、棘轮,也可作一些机械设备壳体、罩盖和框架等零件