

成型周期视制品壁厚和注射量而定,一般情况下充模时间较短,保压时间较长,冷却时间以脱模时不引起制品变形为原则。
模具温度视制品的形状、厚薄而定,适当提高模具温度有利于脱模,提高产品质量。
制品后处理:对于形状复杂、带有金属嵌件、使用温度极低或很高的制品有必要进行后处理——消除或减少内应力
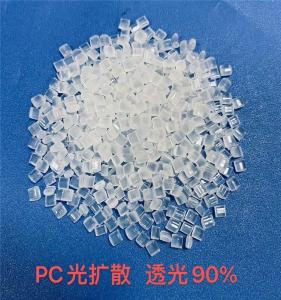
特性:耐磨
参数: 吸水率:0.10% 比重:1.51无 收缩率:0.02到0.2% 收缩率:0.3到0.5% 拉伸模量:8040MPa

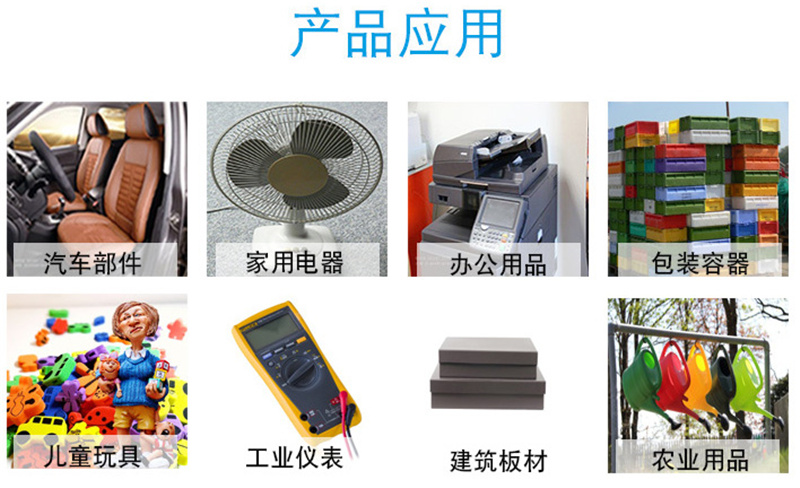
机械设备:用于制造各种齿轮、齿条、蜗轮、蜗杆、轴承、凸轮、螺栓、杠杆、曲轴、棘轮,也可作一些机械设备壳体、罩盖和框架等零件