

冷却速度快,浇注系统及冷却系统应缓慢散热,并注意控制成型温度.料温低方向方向性明显.低温高压时尤其明显,模具温度低于50度时,塑件不光滑,易产生熔接不良,留痕,90度以上易发生翘曲变形
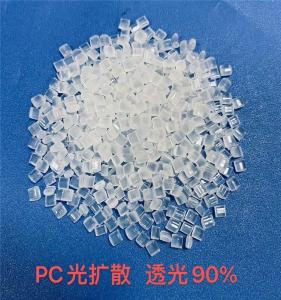
特性:增强,阻燃
用途:薄膜,纤维
加工方法:注塑,挤出
参数: 密度:0.9g/cm3 吸水率:0.01>% 熔指:6g/10 min 弯曲模量:6,000无 断裂伸长率:200<%

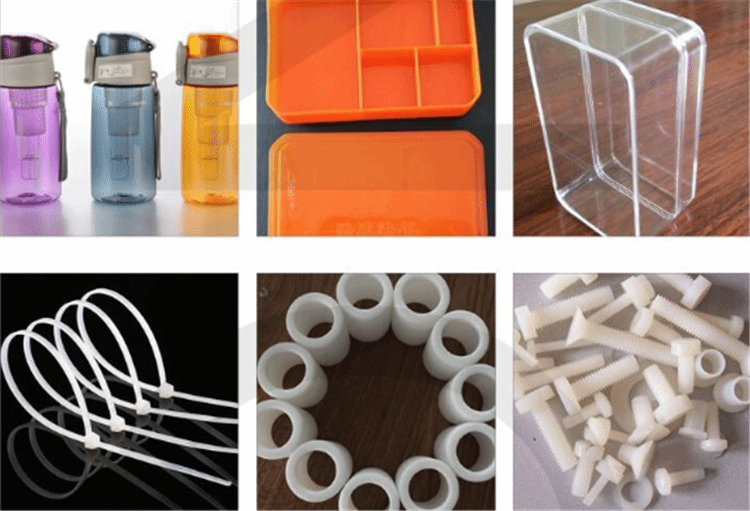
风扇叶片、暖风机格栅、叶轮泵、灯罩、电炉和加热器外壳等等
电视机、收音机外壳、电器绝缘材料、防腐管道、板材、贮槽等,也用于生产扁丝、纤维、包装薄膜等